Discover the Elegance of GOLDTOP STONE's Super White Quartzite Island Tops
Introducing the Super White Quartzite island tops from GOLDTOP STONE, a luxurious and functional centerpiece perfect for modern kitchens. Originating from Brazil, this premium natural stone features a stunning blend of soft white tones accented with sophisticated grey veining, creating a timeless and elegant aesthetic.

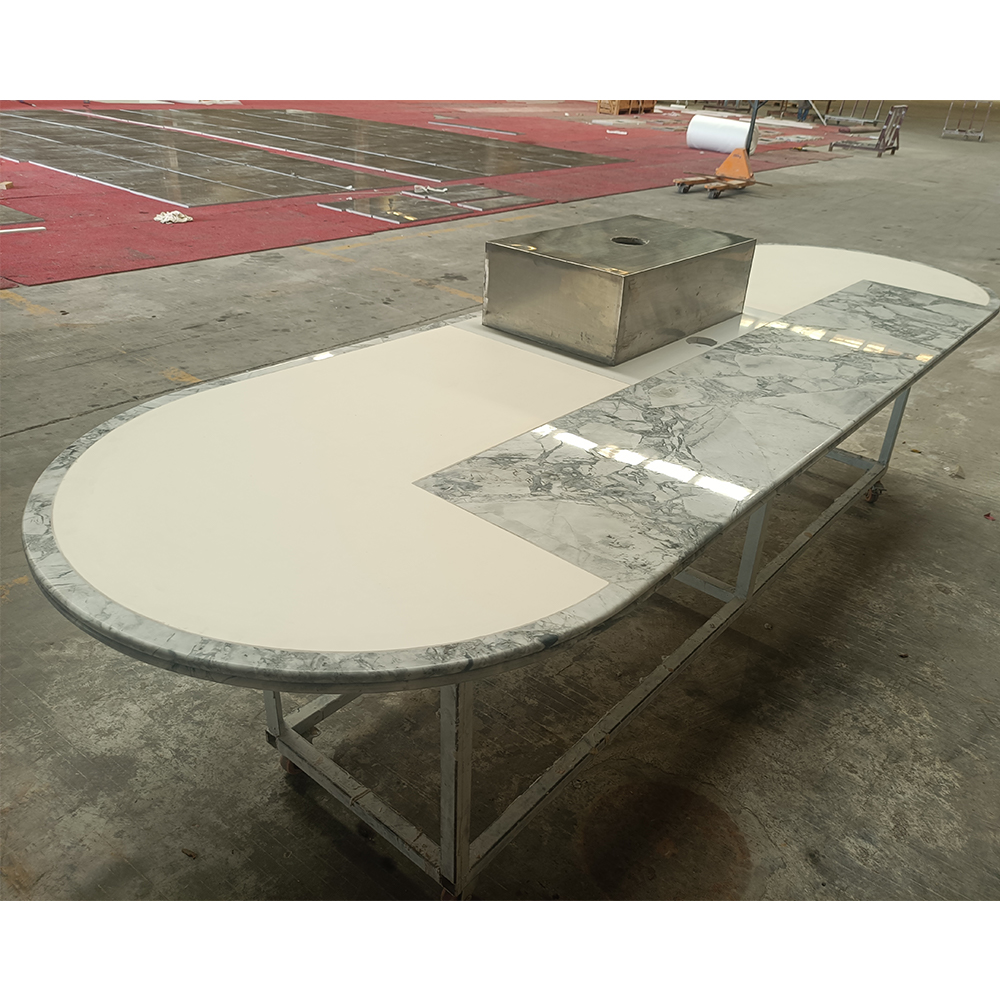
This particular design showcases a 3-meter unique one-piece curved island, a masterpiece of craftsmanship that enhances any kitchen with its seamless beauty. Manufactured as a single solid slab, it not only guarantees visual continuity but also offers superior strength and durability.
Key Features:
One-piece basin with stainless steel base: This design incorporates a one-piece integrated basin, complemented by a stainless steel base for double protection, ensuring both durability and hygiene.
Exact match to rendering: The actual product faithfully replicates the original 3D rendering, ensuring that what you see is exactly what you get — no surprises, only excellence.
3-meter unique curved island: A rare, seamless design that enhances both the functionality and artistic appeal of the kitchen space.

The Super White Quartzite island top is the ideal combination of natural beauty and modern engineering. Its durability, resistance to heat and scratches, and easy maintenance make it a perfect choice for luxury residential and high-end commercial projects. Whether you are aiming to create an inviting space for family gatherings or an impressive area for entertaining guests, this island top will undoubtedly elevate your interior design.
Transform your kitchen into a work of art with GOLDTOP STONE’s Super White Quartzite — where superior quality meets timeless elegance.
Visit www.goldtopstone.com for more details.